
PROFISPOT-T® Markless Table Spot Pressure Welding Machines
Select your machine

PROFISPOT-TS®: Single Arm Table Spot Welding Machines
Efficient markless spot welding machine for joining sheet metals

PROFISPOT-TD®: Dual Arm Table Spot welding Machines
Invisible spot welding results in plate and box applications

PROFISPOT-TF®: Free Arm Table Spot Welding Machines
For markless quick projection welding joints
PROFISPOT-T® - Table type spotwelding machines are the new standard of the spot welding machine
Customer requires reduction of pressmarks even on the surface of products. However, products are different by size, weight and materials. In addition, high productivity and cost reduction are also required in the industry these days.
The most important point is the benefit gains by investment.
We have been working on the development of the machine to clarify these requirements . Introducing PROFISPOT-T®(patented), table type spot welder with articulated arms, is the real answer as a new type of spot welder. Many types of PROFISPOT-T® are working in the factory all over the world. PROFISPOT-T® is progressing every year on its reliability. Now introduced new PROFISPOT-T® as the standard of spot welder.
HIGH SPEED WELDING CLEAN WELDING
Developed in Japan this is traditional type spot welding that produces the strongest welds in the shortest time.
So fast, that heat is only generated where the metals meet.
Results provide for virtually zero blemish on the external surface.
Absolutely no prefinishing is required before the application of paint etc.
Oxidization has been almost eliminated completely.
All welds are produced without flying sparks.
The highest quality welds are guaranteed.
Can be supplied on multi machine formats, including table type and fixed tip type spot welding machines.
3 phase power input becomes DC output via inhouse developed Mid Frequency Inverter. Unlike capacitor discharge type welders, the large current waveform is controlled. Highest Quality welds are produced without flying sparks. Coupled with our Unique Touch Screen Control, setting the weld conditions is easy for anyone.
Please don't hesitate to contact us for more information without obligation.
Comparison of operating efficiency between Profispot-T table spot welder and a conventional spot welder
in Steel Desk Production Process
| Conventional spot welding machine | Profispot-T table spot welding machine | |
|---|---|---|
| Production/day | 190 desks | 310 desks |
| Personnel | 6 | 4 |
| Mean working hours/day | 10x6=60Hours | 10x4=40Hours |
| Working time/unit | 18.9min | 7.7min |
| Cost reduction | (18.9-7.7)/18.9 = 0.59 = 59% down | |
| Post process Finishing time | 4min/unit | 0min/unit (100%down) |
| Environment Quality | BAD: Dust from secondary grinding and polishing process | Good: no dust |
| High Welding Skills | Required | Not required |
| Quality | Inconsistent | Consistent |
| Surface quality | medium to bad (marks and burns) | very good, no marks or burns |
Drastically improves the weld quality of inserts, studs and butt welds - special for stud welding
Available dimensions
| Model | 8080 | 8080hp | 20080 |
| Effective size of welding platform | 800mmx800mm | 800mmx800mm | 2000mmx800mm |
| Max.range of Crank moving | 1000mm | 1000mm | 1200mm |
| Max.angle of Crank moving | 180° | 180° | 180° |
| Adjusting range of platform height | 0-200mm | 0-200mm | 0-200mm |
| Input voltage | 380V,3 phases | 380V,3 phases | 380V,3 phases |
| Input current | 65A | 80A | 80A |
| Output voltage | 8.5V | 10V | 12V |
| Max.Welding Current | 15000A | 18000A | 26000A |
| Welding Specification | 18 kinds | 18 kinds | 18 kinds |
| Different Welding Current | 6 kinds | 6 kinds | 6 kinds |


Characteristics of PROFISPOT®
Easy operation. Put product on the table, place the tip and press hand switch.
All welding process will be done by PROFISPOT®.
You do not have to hold product, just put on the table --- One-Man operation!
Table type electrode minimizes protrusions in the product on the tableside. Drastic reduction of visible welding marks
Eliminates grinder finishing and keep your working environment clean.
Reduce production time!
Suitable for high-mix low-volume production!
Workers stay on easy working position and keep the same production speed.
No restrictions of designing the products for spot welding.

Benefit of PROFISPOT-T®
Increase productivity
Improve quality
Large cost reduction
Minimize working time
Improve working environment
Special skill is not required
No sparks, No sputters
No weld marks on base metal
No Oxidation Mark on Stainless Steel
Consistent Quality
Fit to your factory with new colors
Maintenance and technical support are provided
Provided easy operation guide
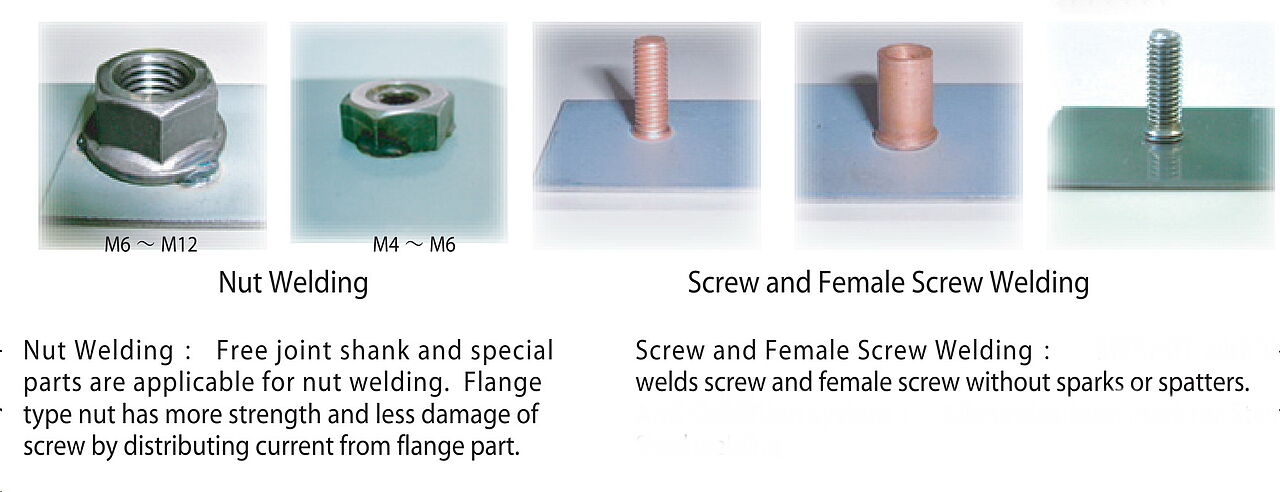
Can weld Nuts and Studs
HOW CAN I MINIMISE THE SURFACE MARKING ON RESISTANCE SPOT WELDED JOINTS?
Profispot-T is the perfect solution for invisible point welding
Resistance spot welding involves melting a weld nugget of the interface of the sheets to be joined. Relatively high electrode forces are used to contain the melted material and to minimise heating between the electrode and the sheet surface. An indentation is normally produced on each sheet surface during welding, up to 10 or 20% of the sheet thickness, when the softened material is squeezed by the electrodes.
In some cases, a good surface appearance is required on one side of the joint (face side). While it is virtually impossible to eliminate the mark completely when making welds to the normal weld diameter requirements, there are ways of minimising the marks.
On the face side, a flat electrode or backing bar can be used. This must have a smooth surface and be well aligned to both the sheet itself and to the opposing electrode tip. Good cooling is an advantage.
A self-aligning flat electrode can also be used to allow some self-alignment to the sheets being joined. However, they have a limited movement capability and poorer cooling capability compared to a solid electrode. It is still important that the opposing electrode is well aligned.
Series welding enables welds to be made against a flat backing bar. For thin sheet, this bar is normally copper alloy and provides the current link between welding points. If the face side sheet is sufficiently thick, then an insulating backing can be used and the welding current flows through the sheet itself to the return electrode.
Projection welding can be employed and the projections are punched in the sheet opposing the face sheet. A number of welds can be made simultaneously. A large flat electrode on the face side can minimise marking, as with spot welding, provided that the mechanical wear of the electrode (in the form of a shallow indentation) is controlled.
Coated steels present a particular problem for making minimum marking welds as the alloying of the coating with the electrode causes rapid electrode wear and the surface of the sheet shows the marking of the worn surface in the face electrode.
In summary the main factors in minimising marking are:
Good alignment of the electrode contact faces and workpiece. - Profispot-T allign all parts on the table which is ONE electrode
Smooth surface of the face side electrode. - The face side with nice reult must be placed with face on the table
Good cooling- Our big copper heat conducting table of the Profispot-T machine is the perfect cooling unit.
It is important to check that weld formation is not affected when using electrodes with a dissimilar contact area. The position of the nugget tends to form nearer the electrode with the smaller contact area. This can be a particular problem when the face side sheet is thinnest.
A useful compromise for controlling marking in special cases could be to use an electrode with a large face radius on the face side to achieve a smooth shallow indentation with good visual appearance.