Profimach Pressure welding machines - Spot Welding Machines
Our Pressure/Spot-Welding machines are designed for applications that require more current and more force than standard equipment is intended. Our heavy-duty Spot-Welders use a very sturdy C-frame and can be considered as one of the most rigid on the market today.
Our Heavy-Duty Projection Type Resistance Welders are widely used by the metalworking industries today because of its extreme versatility. This general-purpose machine represents a new high achievement in welder design and engineering and embodies advantages which afford the greatest performance. Its modern design has incorporated ruggedness, accuracy, and reliable uninterrupted performance – all of which are of utmost importance to high production rate.
The main frame is high quality welded steel construction styled for trim appearance and functional design. The slim design requires a minimum of floor space. The upper arm extension is built integrally with the frame. The removable rear cover permits ready access to the frame interior for inspection and maintenance.
All our machines are fully digital controlled with the latest microprocessed power controller.
Our welding machines can be delivered equipped with one of following controllers and power sources:
- Digital Capacity Discharge (CD) welding controller
- Digital Alternateing Current (AC) welding controller
- Digital Medium Frequency inverted Direct Current (MFDC) welding controller
Depending process, workpiece, budget and workload, the perfect choice for your job is always available.
Outstanding Spot welding Equipment features
- Strong steel-welded frames, stable and solid.
- Adopt the energy storage quick charge-discharge capacitor from Japan Nippon Chemi-Con (NCC); Fast discharge rate.
- Convenient operation, easy adjustment. The intensity and time of welding current of each welding condition could be set separately.
- Adopt pneumatic parts from Japan or Taiwan.
Digital Spotwelding Machines
AC Controlled <--- versus ---> MFDC Controlled



Outstanding spot welding computer AC-controller as standard
Optional full programmable MFDC controller

Intelligent Microcomputer Machine Controller features
Digital quality guaranteed
- Three control functions: constant primary and secondary current, constant voltage;
- Automatic adjustment of welding power and welding current;
- Ensure the automatic cycle of each program segment of welding process in order to achieve complete automation;
- When the current is too low, it will automatically electrify to conduct repair welding;
- Be able to use the control panel to set parameters for different welding models directly. Convenient operation, easy adjustment;
- Both single welding and continuous welding are available and each welding cycle has three welding conditions;
- The intensity and time of welding current of each welding condition could be set separately. In the meantime, the current could be set to gradual up or down;
- Pneumatic control (action output); the pneumatic control could be delayed;
- Be able to store 32 types of welding models. Be able to select and adjust different welding models by choosing the number of models;
- When the power grid voltage fluctuates, the automatically compensation can make the welding current more stable. Thus, the welding quality could be guaranteed even though the grid voltage is under bad situation.

EPW: Euro Pressure Welder fort Spot Welding
Pneumatic Spot Pressure Welding Machines - Build for Europe - Standard Dimensions
| MODEL | EPW | 3 | 5 | 10 | 16 | 25 | 35 | 50 | 75 | 100 | 160 | 200 | 300 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DIMENSIONS | |||||||||||||
| Width | mm | 550 | 550 | 550 | 480 | 480 | 480 | 480 | 780 | 780 | 780 | 800 | 950 |
| Depth | mm | 700 | 700 | 700 | 900 | 900 | 900 | 900 | 1250 | 1250 | 1250 | 1300 | 1320 |
| Height | mm | 1120 | 1120 | 1120 | 1500 | 1600 | 1600 | 1600 | 1800 | 1800 | 1800 | 1800 | |
| Weight | kg | 180 | 180 | 180 | 220 | 280 | 310 | 350 | 400 | 500 | 700 | 1000 | 1500 |
| MODEL | EPW | 3 | 5 | 10 | 16 | 25 | 35 | 50 | 75 | 100 | 160 | 200 | 300 |
| MECHANIC SPECIFICATIONS | |||||||||||||
| Maximum Pressure force | kgf | 200 | 200 | 200 | 300 | 300 | 350 | 500 | 1000 | 1000 | 1300 | 1500 | 2000 |
| Electrode Stroke | mm | 50 | 50 | 50 | 80 | 80 | 80 | 80 | 100 | 100 | 100 | 100 | |
| Closure | mm | 65-115 | 65-115 | 65-115 | 65-115 | 145-225 | 145-225 | 130-230 | 130-230 | 130-230 | 130-230 | 130-230 | 130-230 |
| Electrode Distance ** | mm | 145-165 | 145-165 | 145-165 | 320-420 | 320-420 | 320-420 | 490-540 | 490-540 | 490-540 | 490-540 | ||
| Cooling Water debit | l/min | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 8 | 8 | 8 | 8 | 8 |
| MODEL | EPW | 3 | 5 | 10 | 16 | 25 | 35 | 50 | 75 | 100 | 160 | 200 | 300 |
| ELECTRIC SPECIFICATIONS | |||||||||||||
| Input Voltage | V | 220/1 | 220/1 | 220/1 | 380/1 | 380/1 | 380/1 | 380/1 | 380/1 | 380/1 | 380/1 | 380/1 | 380/1 |
| Input Power | KVA | 10 | 10 | 10 | 16 | 25 | 35 | 50 | 75 | 100 | 150 | 200 | 300 |
| Output Current | A | 5000 | 6000 | 8000 | 10000 | 12000 | 16000 | 19500 | 24000 | 34000 | 40000 | 50000 | 75000 |
| MODEL | EPW | 3 | 5 | 10 | 16 | 25 | 35 | 50 | 75 | 100 | 160 | 200 | 300 |
| AVAILABLE CONTROLLER | |||||||||||||
| CD : Condensator Discharge Controller | CD | CD | CD | CD | CD | CD | CD | CD | CD | CD | CD | CD | CD |
| AC : Alternative Current Discharge Controller | AC | AC | AC | AC | AC | AC | AC | AC | AC | AC | AC | AC | AC |
| MFDC : Medium Frequency (1000Hz) Direct Current driven Alternate Current Discharge Controller | MFDC | MFDC | MFDC | MFDC | MFDC | MFDC | MFDC | MFDC | MFDC | MFDC | MFDC | MFDC | MFDC |
Standard Welders

Rocker Arm
Rocker Arm Welders
The rocker arm type welder is a commonly used stationary spot welder for low production applications. It is actuated by a mechanical foot pedal or by an air cylinder. The lower arm is usually adjustable up and down for set up, but is stationary during the weld. The upper arm is not adjustable, but pivots or “rocks” into the weld position, to form the weld circuit.
Rocker arm machines are well suited for a wide range of work, up to a welding capacity of 2 thicknesses of 3mm thick steel. Foot operated machines are best suited for miscellaneous job shop work, including many sheet metal fabrications. Air-operated machines are best suited for production runs, particularly where the runs are not too long and minimal set up tooling is required.
Our single phase AC air operated rocker arm spot welders are available with standard throat depths from 250mm to 1200mm. A fabricated steel frame supports the heavily reinforced rocker arm assembly that is actuated by a double acting air cylinder. A stacked core transformer has water cooled secondaries supporting the duty cycle experienced in higher production applications. Variable heat range selection is possible with an adjustable side mounted tap switch, when specified.
Rocker arm welders adapt well to various production requirements that may occur over the long life of this equipment. A cast alloy knee on the lower arm is vertically adjustable to handle different application in the future. Each basic welder comes in differ sizes as shown in the table below.
All our digital controls are well suited for all rocker arm welders. We provide the appropriately sized control and transformer needed for each application.
Each welder comes complete with all necessary air line components, including: valves, filter, lubricator, pressure gauge, and adjustable flow control regulator. A shrouded foot switch is also supplied.
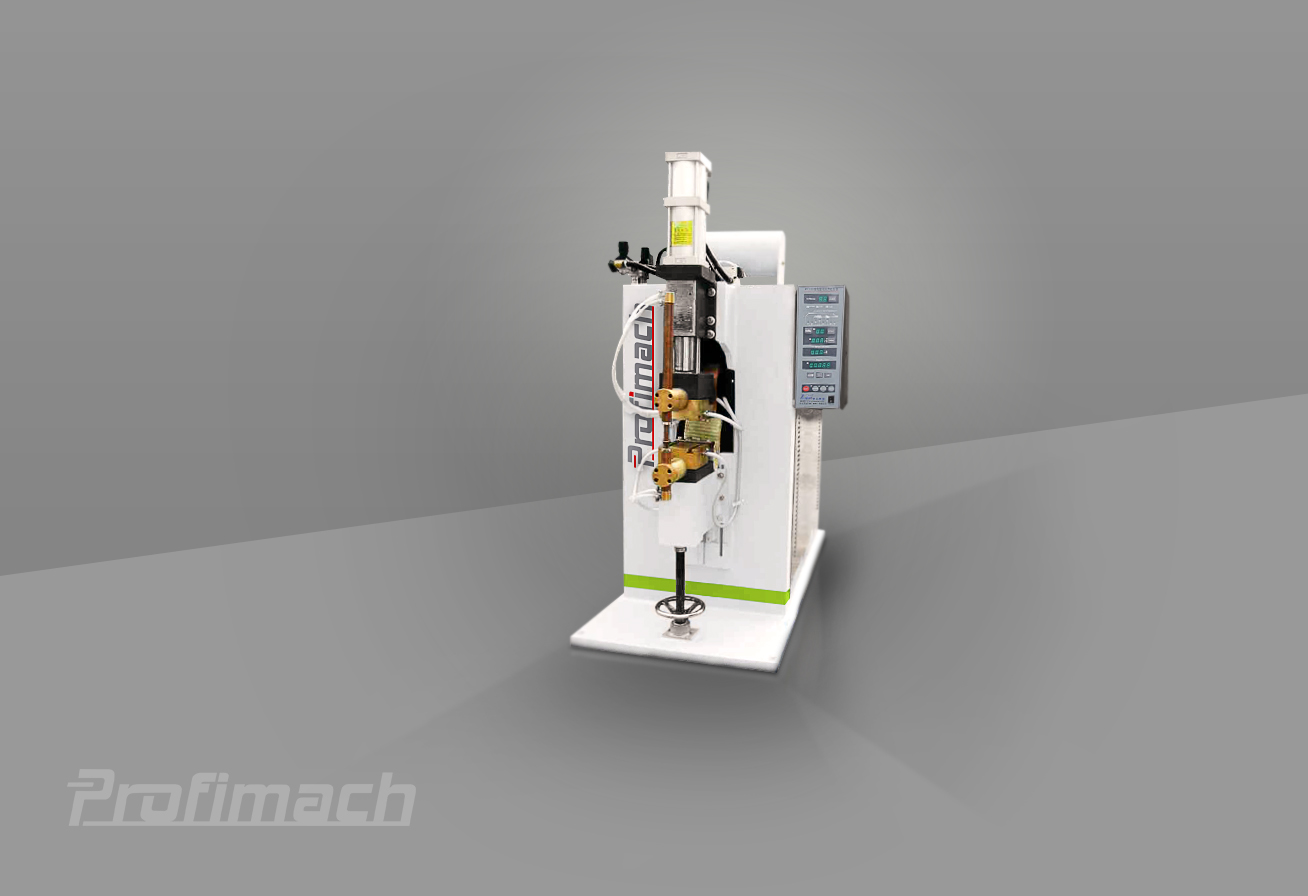
Press Welder
Press Welders
Press-type welders are recommended for all projection welding and many spot welding applications. A press welder is one in which the upper electrode and weld head are moved vertically in a straight line and guided in bearings or ways. These bearings must be of sufficient length and proportion to withstand the offset loads put on them. The lower electrode is usually mounted to a movable knee and can be vertically adjusted with tools to allow for different electrode gaps, depending on project requirements. The lower electrode remains in a ‘fixed’ location during the weld process.
Most standard press welders have capabilities for either platens or weld arms. Projection welding often utilizes platens with T-slots for mounting part fixtures and tooling, while the weld arm configuration is utilized on spot welding applications. Some light duty press welders may only have weld arms and some heavy duty press welders may only have platens. Platens and weld arms are made of copper or class 2 copper alloy.
Standard press welders are defined by platen dimensions which may vary based on manufacturer:
here is a wide range of throat depths and electrode openings on standard press welders. Throat depths generally range from 1200mm - 1200mm and electrode openings generally range from 120mm - 500mm depending on application requirements. Throat depth is the distance from the centerline of the electrodes to the face of the welder frame.
Weld force in a press welder can be generated by an air cylinder, hydraulic cylinder, air over oil cylinder, electric servo cylinder, or servo pneumatic cylinder. Each application determines which cylinder is best suited, but air cylinders are by far the most commonly used.
A low inertia weld head mounted on a low friction bearing way allows for “fast follow-up” in projection welding and produces the best weld quality.
On our equipment we provide the appropriately sized transformer and control, as needed, for each application. All our digital AC, DC, or MFDC controls are well suited for all press welders. We help you determine which control is best for your application.
Each welder comes complete with all necessary air line components, including: valves, filter, lubricator, pressure gauge, and adjustable flow control regulator. Appropriate water circuits are provided throughout the welder. A shrouded foot switch is supplied if requested.
Benchtop Welder
Benchtop Weld Station
Our modular benchtop welder has a robust design for use with automation or as a standalone benchtop welder. Most models offers fast, repeatable electrode control for a wide range of resistance welding applications. This benchtop welder has many standard features and options as outlined below. The bench welder can come equipped without a bench or build in - in a bench.
Standard Features:
- Robust “C” frame construction
- Bearing ways transport the upper electrode
- Copper buss bar and air cooled cables for secondary circuit
- Electrode holders
- Single stage foot switch for actuation
- Control and transformer
Customer Specified Options:
- Supports transformers from 5-85 KVA and most input current (208 / 240 / 380 / 480 / etc.)
- AC, CD or MFDC Current
- Control options
- Platens with Tee slots
- Various cylinder options including - air, electric servo, servo pneumatic, air over oil
- Cylinder pressure up to 1000 kgf
- Frame can be modified to support a long stroke stroke
- Pressure switch (mechanical or digital)
- Various machine sequence initiation – two stage foot switch, dual palm buttons, PLC, etc.
- Pedestal mount